
原位固化内衬软管关键技术-十二五水专项成果
支撑技术
背景介绍:
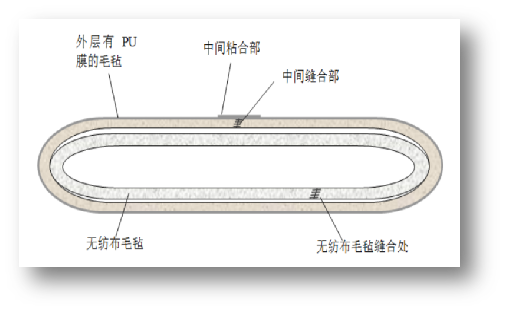
软管生产关键环节在于接缝的处理,也是施工的薄弱环节,不允许出现质量瑕疵。德国和英国软管采用双侧热复合密封方式,国内达权也采用此种工艺,澜宁管道采用缝合加单侧热复合方式。进口软管的品控严格,质量稳定,广受施工企业的青睐,但供货周期长,规格单一等问题限制了施工企业发展,而此时国产材料还饱受质疑,艰难生存。
关键技术:
与国外主流产品相比的改进、亮点等;
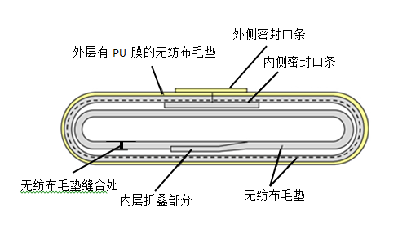
基于热风焊接原理,通过封口条膜层部分熔化、行进和冷压,与基材接缝进行有效粘接,实现软管内外接缝同步原位在线复合技术;
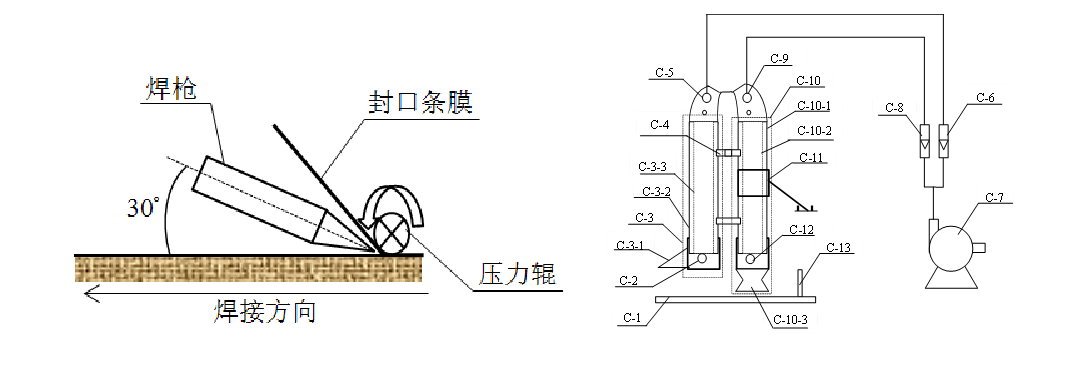
研制了原位在线复合软管加工设备,包括软管输送折叠装置、内外接缝同步热焊接装置、压实装置和牵引装置,多结构互动组合,实现自动化连续生产,有效确保长距离软管的工程应用质量。

设计大尺度、易于树脂浸渍固化的软管基材,确保软管树脂承载量、密封效果和固化强度,满足长距离软管生产和使用需要。

设备产品:
设备产品的性能特点、关键技术参数
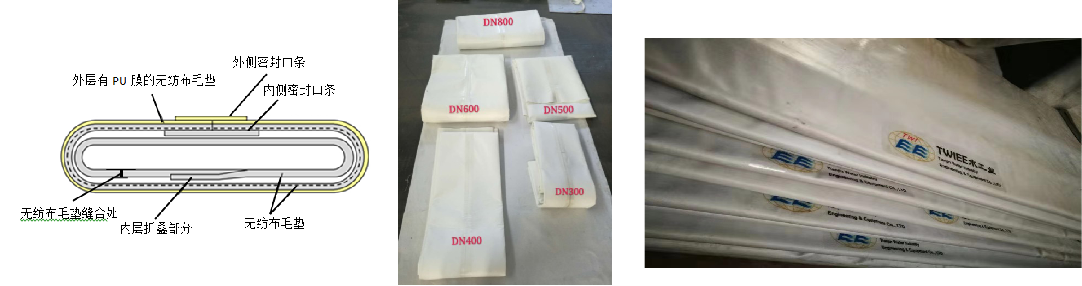
软管同步复合设备:制备管径满足DN300-DN2500,日产量高于600m/d。采用热风焊接,风量为60 m3/h,风压为9 kPa,热电偶功率为3800 W。内合口温度320-360℃,外合口温度340-400℃。内外接缝合口固定压力为0.1 MPa,热复合距离2 mm,行进速度为2.4 m/min。

TWIEE系列无纺布内衬软管:管径DN300-DN2500,基材由短针刺无纺布和防渗层(TPU膜)构成,无纺布规格:600g/m2(3mm)、800g/m2(4mm)、1000g/m2(5mm),TPU膜规格:0.5mm和0.6mm。
产业化推广:
研究期间,课题组先后在期刊杂志和学会论坛上进行了产业化推广,在重庆建设了示范工程。
